

联系我们

当前位置:
[台州]钢兴钢管有限公司
台州本地行业热点
螺旋管热扩管用品质说话
发布时间:2024-07-01 22:23:43 浏览次数:1 公司名称:[台州]钢兴钢管有限公司
以下是:螺旋管热扩管用品质说话的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
以下是:螺旋管热扩管用品质说话的图文视频

螺旋管热扩管用品质说话,浙江省台州市钢兴钢管有限公司专业从事螺旋管热扩管用品质说话,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到台州,以下是螺旋管热扩管用品质说话的详细页面。 浙江省,台州市 台州市历史悠久,5000年前就有先民在此生息繁衍。武德五年(622年),置台州,以境内有天台山而得名,台州之名自此始。1949年10月,第六专区改称台州专区;1978年10月,改称台州地区;1994年8月,撤销台州地区,设立地级台州市。台州市素以佛宗道源享誉海内外,是佛教天台宗和道教南宗的发祥地。
我们精心制作的螺旋管热扩管用品质说话产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:螺旋管热扩管用品质说话的图文介绍

螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤。


台州钢兴钢管有限公司自成立以来便坚持以质量为生命,以服务为保障,以客户满意为目标,现已与全国多个城市 12Mn无缝钢管产品经销商建立了合作关系。我公司将继续秉承“顾客至上,锐意进取”的经营理念,坚持“客户至上”的原则为广大客户提供更好的服务。欢迎您前来参观咨询!



焊缝处理:如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,最终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。


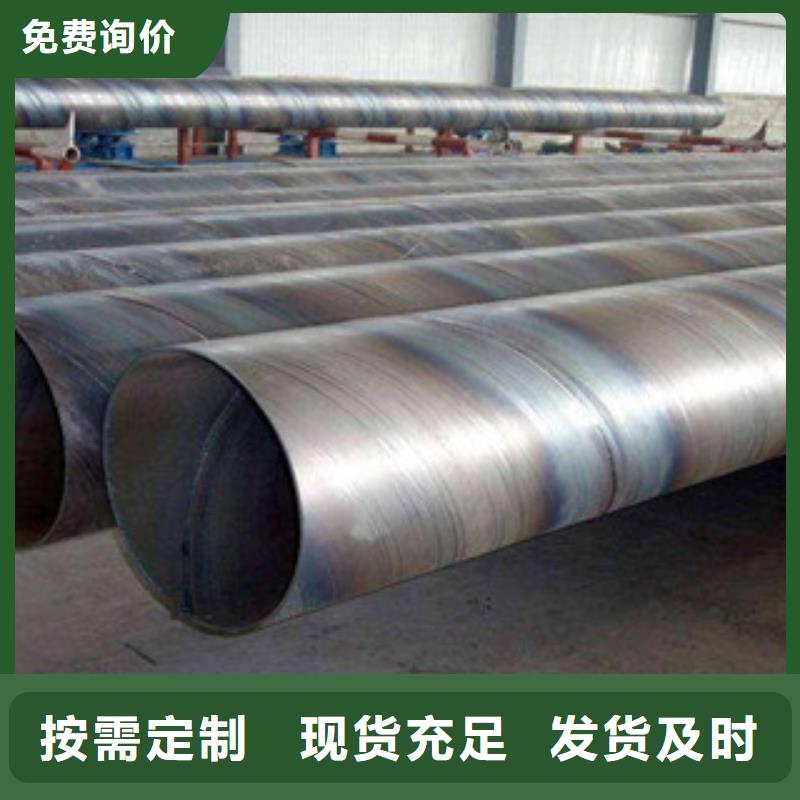
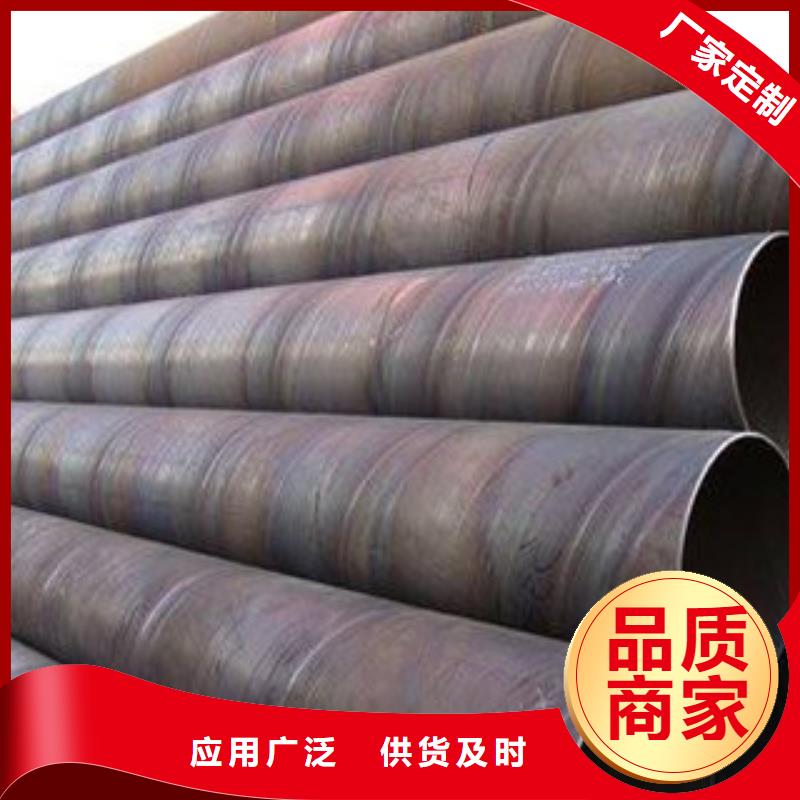
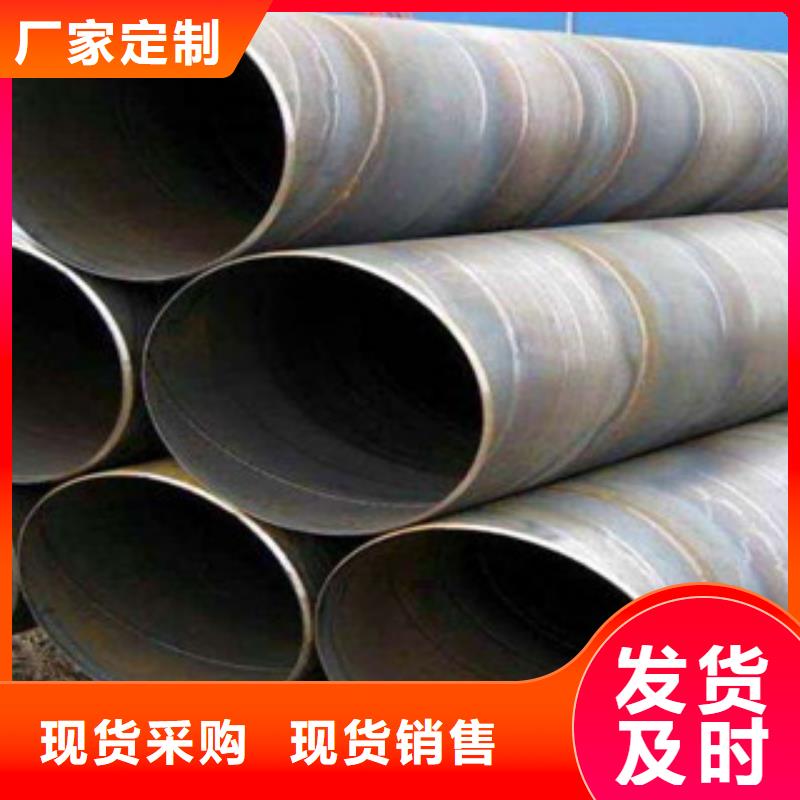
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。



螺旋管热扩管用品质说话_浙江省台州市钢兴钢管有限公司,固定电话:13722727880,移动电话:0317-3061555,联系人:刘学成,QQ:133919903,风化店乡后枣园工业区 发货到 浙江省台州市。